-
 Email: [email protected]
Email: [email protected]
-
 Phone: +86-18021988367
Phone: +86-18021988367
 English
English
Produkt
Řada CKX - Přizpůsobitelný dvouvřetenový soustružnický a frézovací stroj





- POPIS
- TECHNICKÉ PARAMETRY
- KONTAKTUJTE NÁS
TECHNICKÉ PARAMETRY
 | Základní Úvod |
| Hlava vřetena / Hodnota točivého momentu |  |
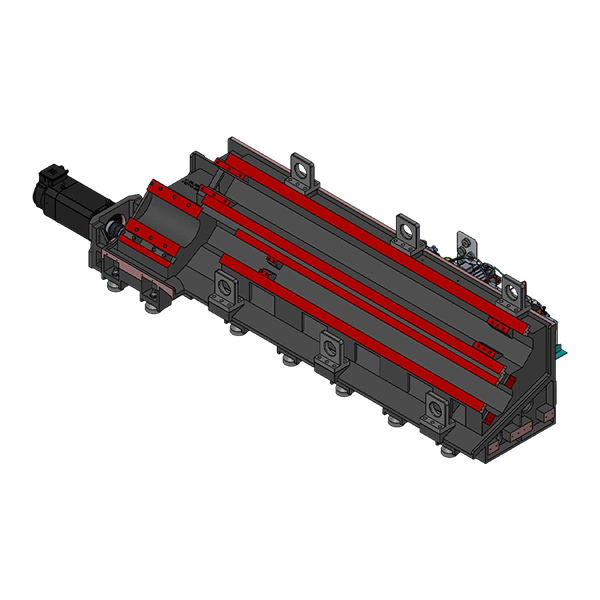
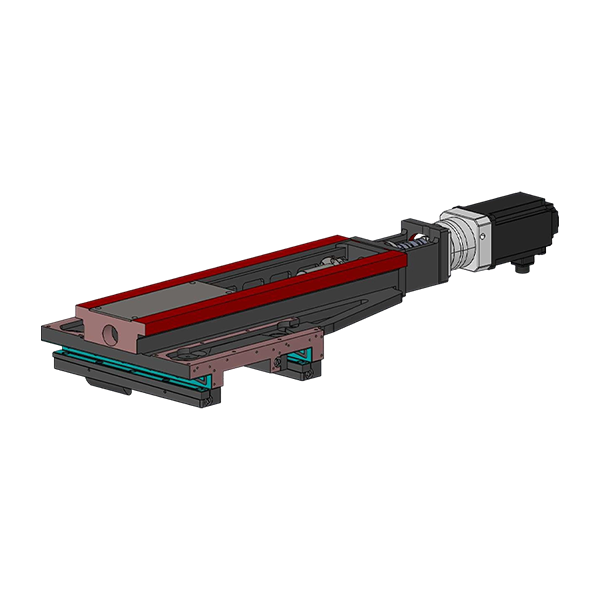 | Smutný dle · Osa Y využívá dvojitě kalené uspořádání vodicích drah, které zvyšuje efektivní rozpětí a poskytuje optimální tuhost pro řezný posuv. |
| Kompenzace pro osu Y · Osa X využívá konfiguraci s dvojitou pevnou kolejnicí, která zvyšuje efektivní rozpětí a poskytuje optimální tuhost pro řezný posuv. |  |
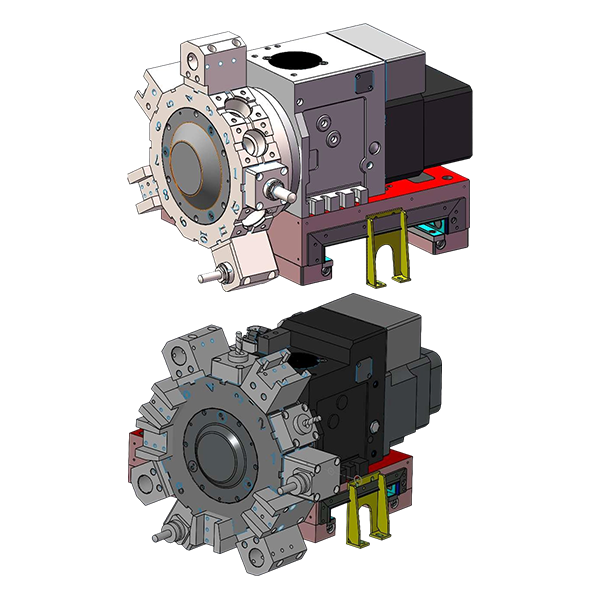 | Moc Věžička CKX750 |
| Koník Osa W využívá dvojitě kalené uspořádání vodicích drah, které zvyšuje efektivní rozpětí a poskytuje optimální tuhost posuvu. | 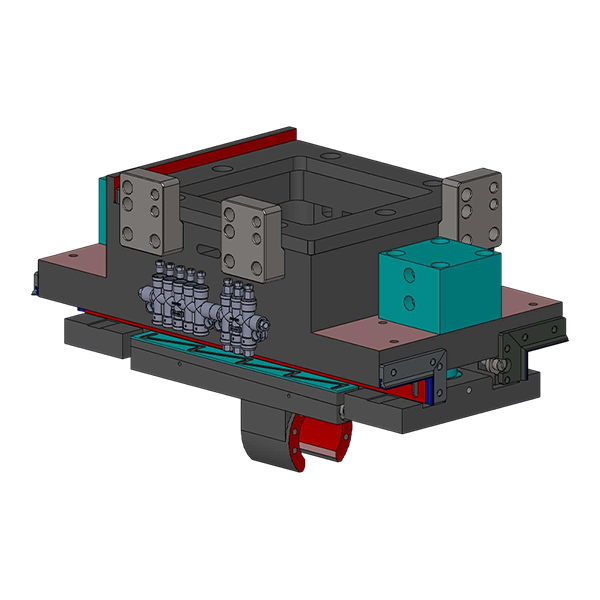 |
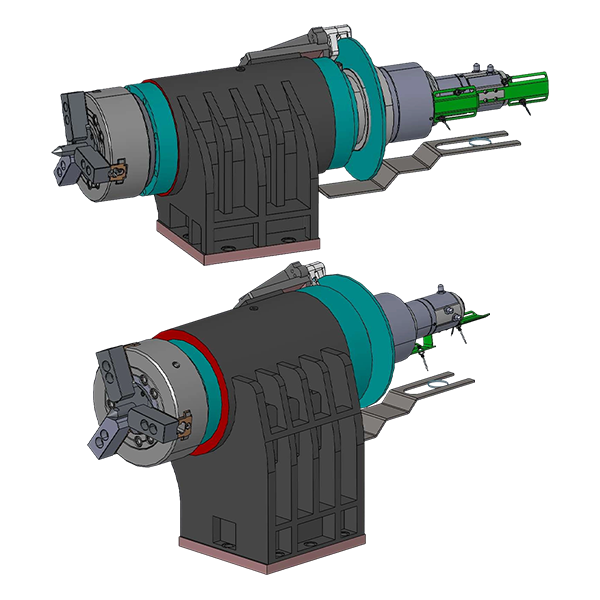 | Elektrické vřeteno CKX750 |
| Střed Odpočívej | 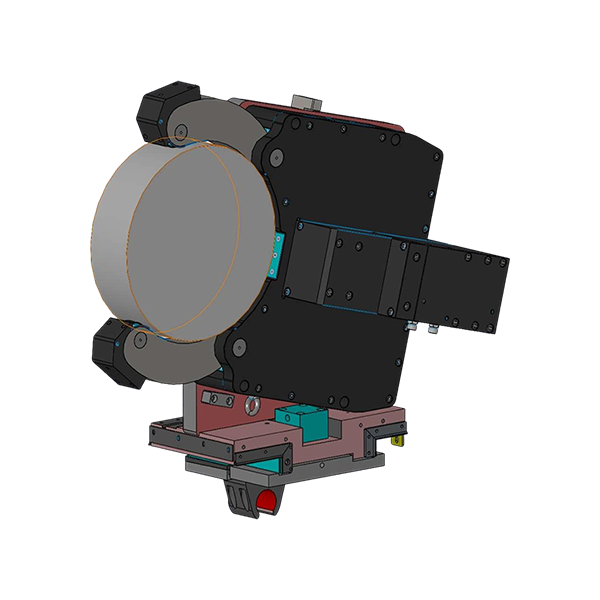 |


O NÁS
Věnováno výhradně zdokonalování technologie soustružení-frézování
, založená v roce 2015, funguje jako integrovaný výrobní a obchodní podnik, který se zabývá vším od výzkumu a vývoje a výroby až po prodej a servis. Vybaveni pokročilými obráběcími zařízeními, jako jsou CNC portálová obráběcí centra, povrchové brusky a brusky vodicích drah, udržujeme přísnou kontrolu kvality během celého výrobního procesu – od lití a montáže až po prodej hotových strojů a poprodejní podporu. Naše obráběcí stroje jsou široce uznávány pro svůj inovativní design, spolehlivý výkon, vysokou přesnost, vynikající hospodárnost a komplexní služby.
-
0
 Založit v
Založit v
-
0+
 Stavební plocha
Stavební plocha
-
0+
 Zaměstnanci
Zaměstnanci
-
0+
 Země exportu
Země exportu

ČESTNÉ CERTIFIKACE
CERTIFIKÁT





Věnujte pozornost našim novinkám a výstavám
 Zobrazit všechny novinky
Zobrazit všechny novinky
Novinky a statistiky
-
 Novinky z oboru
Novinky z oboru -
Novinky z oboru
-
Novinky z oboru
-
Novinky z oboru
ZNALOST PRŮMYSLU
Když Turn-Mill Composite skutečně porazí „Soustruh“
A efektivní obrábění soustružnicko-frézovací kompozitní obráběcí stroj ukazuje svou výhodu, když díl potřebuje vícenásobné převody základů (soustružení, frézování, vrtání, závitování, excentrické prvky, úhlové otvory) a toleranční řetězec je těsný. Pokud přesouváte součást mezi stroji, každé opětovné upnutí přidá chybu a navíc „skryté náklady“ na čas nastavení a kontrolu během procesu.
- Díly s koaxiálními prizmatickými vlastnostmi: jedno upnutí lépe zachovává soustřednost a skutečnou polohu.
- Střední série s častými výměnami: méně přípravků a méně ofsetů zkracuje dobu bez řezání.
- Díly s vysokou hodnotou: riziko zmetkovitosti klesá, když je proces konsolidován a monitorován v jednom řídicím systému.
V naší vlastní linii udržujeme výzkum a vývoj a zlepšování procesů zaměřené na jednu věc – soustružnicko-frézovací kompozitní technologii – takže rychlost iterace zůstává vysoká a platforma se stává vyspělejší s nižší chybovostí časem.
Strategie referenčního bodu: Jak chránit soustřednost a skutečnou pozici
U kompozitu pro soustružnické frézy váš největší zisk přesnosti často pochází z plánování vztažných bodů spíše než z hledání specifikací na úrovni mikronů. Cílem je udržet funkční povrchy ve vztahu ke stabilnímu základu nastavenému ve všech operacích.
Praktická pravidla, která snižují nárůst tolerance
- Nejprve otočte primární průměr umístění a plochu, potom frézujte prvky, které odkazují na tyto povrchy.
- Použijte sondování k „uzavření smyčky“ po hrubování, před dokončením kritických vzorů.
- Vyhněte se opětovnému upnutí, pokud to není nutné; v případě potřeby obnovte počátek pomocí sondy ve vřetenu a vyhrazených lokalizačních funkcí.
- Udržujte dráhy nástroje konzistentní s vaším GD&T: povrchy, které řídí toleranci, dokončete jako poslední, abyste minimalizovali deformační efekty.
Častou chybou kupujících je „nakupování specifikací“ při ignorování základní disciplíny. V reálné výrobě, kontinuita vztažného bodu s jedním nastavením je obvykle větší páka.
B-osa vs. pevné frézování: Co získáte, co musíte ovládat
Přidáním osy B (nebo ekvivalentní schopnosti víceosého frézování) se rozšíří obálka prvku – šikmé plochy, složené díry, frézování volného tvaru – bez sekundárních nastavení. Kompromisem je, že na kalibraci a procesní disciplíně záleží více.
| Schopnost | Nejvhodnější aplikace | Klíčový kontrolní bod |
|---|---|---|
| Frézování s pevným úhlem | Štěrbiny, plošky, kružnice šroubů | Stabilita přesazení vřetena vůči obrobku |
| B-osa / víceosé frézování | Šikmé otvory, oběžná kola, složité čela | Kalibrace rotační osy ověření sondy |
Pokud jsou vaše součásti převážně 2,5D frézování na soustruženém polotovaru, možná nebudete potřebovat plnou víceosou. Ale pokud tak učiníte, ujistěte se, že stavitel má osvědčenou metodu kalibrace a podporuje ověřovací rutiny – to je místo, kde výrobce zaměřený na výzkum a vývoj může usnadnit vlastnictví.
Kontrola třísek: Skrytý determinant doby provozuschopnosti při obrábění kompozitů
Soustružnicko-frézovací kompozitní řezání vytváří smíšené typy třísek: dlouhé soustružnické třísky, zlomené frézovací třísky a vláknité vrtné třísky. Odvod třísek není kosmetický – má dopad na kvalitu povrchu, životnost nástroje, alarmy zatížení vřetena a dokonce i opotřebení os, pokud třísky recirkulují.
Co zapojit do procesu
- Pro soustružení používejte geometrie utvařeče třísek; „nevynucujte“ lámání třísky předávkováním, pokud to poškozuje povrch.
- Sekvenční operace tak, aby těžké soustružení nezahrabalo jemné frézovací prvky pod třísky.
- Vysokotlaká chladicí kapalina je nejcennější pro hluboké vrtání, upichování a lepivé materiály.
- Sledujte nahromadění třísek kolem podvřetena/sekundární upínací oblasti; je častým zdrojem neočekávaných prostojů.
Při hodnocení strojů se ptejte na konstrukci odvodu třísek a provozuschopnost. Ve skutečných obchodech, stabilita čipu se často rovná stabilitě výroby .
Tepelné chování: Proč se děje „dobré ráno, odpoledne špatné“.
Kompozitní stroje soustřeďují více zdrojů tepla do jednoho krytu: hlavní vřeteno, frézovací vřeteno, serva, kuličkové šrouby a často i druhé vřeteno. S posunem teploty se mění i středy nástrojů a růst vřetena – zvláště patrné na dlouhých dílech nebo hlubokých otvorech.
Taktika na dílně ke stabilizaci přesnosti
- Zahřejte se pomocí reprezentativních rychlostí vřetena a pohybu os, nejen chodem naprázdno.
- Dokončete kritické průměry/vrtání poté, co stroj dosáhne stabilního tepelného stavu.
- Použijte sondování ke kompenzaci: změřte referenční prvek a opravte offsety před konečnými průchody.
- Pokud je vaše tolerance přísná, standardizujte teplotu chladicí kapaliny a nechte dveře skříně během dokončování zavřené.
Praktický postřeh: opakovatelnost vychází z tepelné konzistence více než jednorázové kontroly geometrie.
Správa nástrojů: Jak zabránit kolizi a zkrátit dobu bez obrábění
Protože systémy soustružnických a frézovacích nástrojů sdílejí stejnou pracovní obálku, je správa nástrojů pákou produktivity i bezpečnostním požadavkem. Kolize často pocházejí z přehlížených změn délky nástroje, špatně nastavených pracovních offsetů nebo smíšených souřadnicových konvencí mezi soustružnickými a frézovacími cykly.
Procesní kontroly stojí za standardizaci
- Udržujte a efektivní obrábění soustružnicko-frézovací kompozitní obráběcí stroj knihovna s ověřenými měřicími délkami a limity výsuvů; uzamknout úpravy za oprávněními.
- Tam, kde je to možné, používejte strojní měření přednastavením nástroje, abyste včas zachytili odchylky.
- Standardizujte bezpečné roviny pro soustružení i frézování; vyhněte se „vlastním bezpečným letadlům“ na programátora.
- Zaveďte protokol suchého chodu pro nové programy: snížený posuv, jeden blok a zaostření na kontrolu kolize v blízkosti sklíčidla/čelisti.
To je také důvod, proč udržujeme náhradní díly a technickou podporu vyhrazenou pro jeden typ stroje: rychlá odezva je nejsmysluplnější, když se snažíte chránit dobu provozuschopnosti.
Volby upínání obrobků, které dělají nebo narušují obrábění kompozitů
Při soustružnickém frézování skládají sklíčidlo a čelisti více než jen držení – definují počátek, ovlivňují kruhovitost a určují, zda jsou přenosové operace stabilní. Přílišné upnutí může deformovat tenkostěnné díly; nedostatečné upnutí způsobuje mikroprokluz, který ničí povrchovou úpravu a přesnost polohy.
Běžné scénáře a osvědčené postupy
- Tenké trubky / kroužky: použijte měkké čelisti vyvrtané stejnou upínací silou jako při výrobě; dokončit kritické ID po stabilizaci napětí.
- Dlouhé hřídele: použijte koník/podpěru nebo stabilní řešení; upřednostněte ovládání vibrací před zvýšením rychlosti.
- Přenos na pomocné vřeteno: přidejte lokalizační prvek (pilot/rameno), aby druhý uzel odkazoval na známý povrch.
- Frézování s vysokým kroutícím momentem na soustruženém materiálu: ověřte ozubení čelistí a kontaktní vzor; špatný kontakt je tichým zdrojem klábosení.
Chcete-li rychlé vyhodnocení: nejprve vylepšete upínání obrobku, poté vylaďte parametry – změny uchycení mohou přinést okamžité zlepšení výnosu .
se specializuje na
výzkum a vývoj, výroba a prodejní služby v rámci obráběcího stroje
průmysl. Zakázkový CNC soustružnický a frézovací stroj a Továrna na CNC soustružení a frézování kompozitních center.
Zkušený personál a odborníci jsou vám vždy k dispozici
odborné vedení a řešení technických problémů.
Produkt
Proč Nás
autorská práva © Xuancheng Huzheng Machinery Trading Co., Ltd. Rights Reserved.

