 English
English
Domů / Redakce / Novinky z oboru / Vysvětlení dvouvřetenového obráběcího centra: Jak to funguje, klíčové výhody a na co se zaměřit při nákupu
Novinky z oboru
 Email: [email protected]
Email: [email protected]
 Phone: +86-18021988367
Phone: +86-18021988367
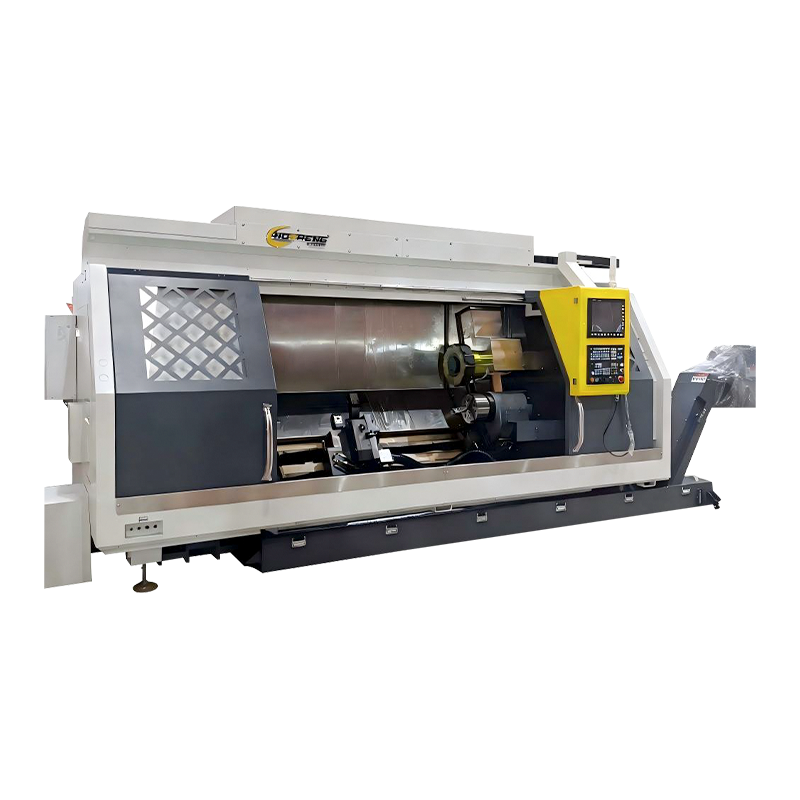
Dvouvřetenové obráběcí centrum je CNC obráběcí stroj vybavený dvěma nezávislými vřeteny, která mohou pracovat současně nebo postupně na stejném obrobku nebo na dvou samostatných obrobcích současně. Na rozdíl od konvenčního jednovřetenového obráběcího centra, kde jedno vřeteno provádí všechny řezné operace, zatímco obrobek zůstává v jedné poloze, dvouvřetenové obráběcí centrum zásadně mění rovnici průchodnosti tím, že umožňuje, aby řezání, nakládání a výměna nástroje probíhaly paralelně, nikoli postupně. Výsledkem je dramatické zkrácení doby bez obrábění a odpovídající zvýšení počtu hotových dílů vyrobených za směnu.
Tato třída obráběcích strojů, označovaná také jako dvouvřetenové obráběcí centrum, dvouvřetenové CNC obráběcí centrum nebo dvouvřetenový CNC stroj v závislosti na výrobci a konfiguraci, se stala stále důležitější pro velkoobjemovou přesnou výrobu v automobilovém průmyslu, letectví, zdravotnických zařízeních a výrobě spotřební elektroniky. Možnost současného obrábění dvou součástí – nebo hrubování na jednom vřetenu a dokončování na druhém – bez zdvojnásobení plochy stroje nebo počtu pracovníků obsluhy. dvouvřetenových obráběcích center jedna z nejpřesvědčivějších investic do produktivity, kterou mají dnes výrobci přesných výrobků k dispozici.
Princip činnosti dvouvřetenového obráběcího centra se liší v závislosti na konkrétní konfiguraci, ale základní koncept je u všech konstrukcí stejný: dvě vřetena sdílejí společnou strukturu stroje při zachování nezávislého řízení pohybu, možnosti výměny nástrojů a rozhraní pro manipulaci s obrobkem. Tato nezávislost umožňuje oběma vřetenům vykonávat užitečnou práci současně, na rozdíl od skupinových uspořádání nástrojů, kde více nástrojů sdílí jednu osu vřetena.
V konfiguraci se dvěma vřeteny s paralelním zpracováním pracují obě vřetena na identických obrobcích současně – po dokončení jednoho cyklu jsou oba hotové díly vyloženy současně a vkládány dva nové polotovary, což efektivně zkracuje dobu cyklu na díl ve srovnání s jednovřetenovým strojem se stejnými řeznými parametry. V sekvenční nebo předávací konfiguraci – běžnější u variant soustružnických center konceptu se dvěma vřeteny – primární vřeteno provádí operace na jednom konci obrobku, poté přenese díl na druhé vřeteno pro operace zpětného zpracování na opačném konci, čímž dokončí plně obrobený díl v jediném nastavení bez ručního zásahu. Obráběcí centra ve smyslu s převahou frézování častěji používají přístup paralelního zpracování, zatímco soustružnická centra se dvěma vřeteny a frézovací soustružnické stroje využívají obě konfigurace v závislosti na geometrii součásti.
Zásadní technický rozdíl v konstrukci dvouvřetenového obráběcího centra spočívá v tom, zda obě vřetena pracují v plně synchronizovaném pohybu nebo nezávisle. Synchronizovaný provoz – kde obě vřetena provádějí identické dráhy nástroje současně na zrcadlovém obrazu nebo identických upínacích zařízeních – poskytuje nejvyšší propustnost pro symetrické rodiny součástí a zjednodušuje NC programování, protože obě vřetena řídí jeden program. Nezávislý provoz poskytuje řídicímu systému stroje flexibilitu pro spouštění různých programů, různých otáček vřetena, různých posuvů a různých sekvencí nástrojů na každém vřetenu současně, což umožňuje výrobu smíšených součástí nebo kombinaci hrubovacích a dokončovacích operací v jednom strojním cyklu. Špičková dvouvřetenová CNC obráběcí centra podporují oba režimy, přepínatelné prostřednictvím řídicího rozhraní CNC, což umožňuje dílně flexibilitu pro optimalizaci buď pro maximální propustnost u jedné rodiny dílů, nebo maximální flexibilitu v rámci smíšeného výrobního plánu.
Dvouvřetenová obráběcí centra se vyrábějí v několika konstrukčních konfiguracích, z nichž každá je vhodná pro různé rodiny součástí, objemy výroby a omezení podlahové plochy. Pochopení klíčových konfigurací pomáhá výrobcům přizpůsobit architekturu stroje jejich specifickým výrobním požadavkům.
| Konfigurace | Uspořádání vřetena | Klíčová výhoda | Typické aplikace |
| Horizontální dvouvřeteno | Dvě horizontální vřetena vedle sebe | Současné obrábění dvou palet, vynikající odvod třísek | Automobilové odlitky, konstrukční díly |
| Vertikální dvouvřeteno | Dvě vertikální vřetena na sdíleném portálovém nebo nezávislém sloupu | Vysokorychlostní současné frézování plochých nebo prizmatických dílů | Malé přesné díly, pouzdra elektroniky |
| Dvouvřetenové frézovací soustružení | Hlavní a vedlejší vřeteno s možností frézování | Kompletní obrábění součástí v jednom nastavení, předávání součástí mezi vřeteny | Složité soustružené díly, hřídele, lékařské komponenty |
| Dvouvřeteno portálového typu | Dvě vřetena na společném příčném/portálovém nosníku | Velké pokrytí obrobku, možnost zrcadlového obrábění | Letecké panely, velké automobilové raznice |
| Protilehlé dvouvřeteno | Dvě vřetena proti sobě na společné ose Z | Současné přední a zadní obrábění bez opětovného upnutí | Díly ve tvaru kotouče, tenké součásti |
Případ produktivity u dvouvřetenového obráběcího centra je přesvědčivý, když se analyzuje na úrovni nákladů na hotový díl, nikoli na pořizovací cenu stroje. Klíčové mechanismy produktivity, které poskytují dvouvřetenové stroje, se zásadně liší od pouhého spuštění druhé směny nebo přidání druhého stroje a jejich přesné pochopení je důležité pro vytvoření přesného zdůvodnění návratnosti investic.
Zatímco koncept dvouvřetenového obráběcího centra přináší výhody produktivity v celé řadě aplikací, určité průmyslové segmenty a rodiny dílů získávají z této technologie největší hodnotu. Společným tématem je velkoobjemová výroba relativně složitých dílů, kde se zkrácení doby cyklu a eliminace nastavování promítají přímo do smysluplných nákladů na jednotku zlepšení.
Automobilový průmysl je celosvětově největším uživatelem technologie dvouvřetenového a vícevřetenového obrábění. Součásti motoru včetně hlav válců, bloků motorů, ojnic, klikových hřídelí a skříní převodovek jsou vyráběny v objemech, které umožňují i malé zkrácení doby cyklu v hodnotě milionů dolarů ročně ve výrobním měřítku hlavního dodavatele OEM nebo Tier 1. Dvouvřetenová horizontální obráběcí centra jsou standardní konfigurací pro automobilové linky hnacího ústrojí, kde paletové systémy podávají obrobky nepřetržitě a obě vřetena provádějí synchronizované programy na identických dílech. Komponenty podvozku včetně kloubů, ramen nápravy a brzdových třmenů jsou podobně vhodné pro dvouvřetenovou výrobu díky jejich téměř symetrické geometrii, která přirozeně mapuje na dvouvřetenové paralelní zpracování.
Letecká výroba stále více využívá dvouvřetenová obráběcí centra pro konstrukční součásti – žebra křídel, nosníky a rámy trupu – kde portálové dvouvřetenové stroje mohou obrábět zrcadlově zrcadlové levé a pravé součásti současně, čímž se zkracuje doba obrábění na polovinu u konstrukčních sestav, které vyžadují velké množství spárovaných párů. Pro menší součásti motoru – součásti palivového systému, kryty pohonů a armatury přístrojů – vertikální dvouvřetenová obráběcí centra vyrábějí díly s přísnými rozměrovými tolerancemi, které letecký průmysl vyžaduje, zatímco architektura se dvěma vřeteny zachovává výrobní rychlosti potřebné pro podporu programů výroby letadel.
Lékařské implantáty včetně ortopedických komponent pro kolena a kyčle, páteřní implantáty a těla chirurgických nástrojů jsou vynikajícími kandidáty pro výrobu dvouvřetenových obráběcích center. Tyto díly jsou obvykle vyráběny z obtížně obrobitelných materiálů, jako je titanová slitina, kobalt-chrom a nerezová ocel, kde optimalizace řezných parametrů na základě vřetena – spíše než kompromisy v rámci jediné sady parametrů pro různé operace – může významně zlepšit životnost nástroje a kvalitu povrchu. Kompletní obrábění s jedním nastavením, které umožňují dvouvřetenová fréza-soustružnická centra, je zvláště cenné pro složité geometrie implantátů, kde by vícenásobné nastavení na konvenčních strojích způsobilo kumulativní chyby polohování neslučitelné s přísnými tolerancemi specifikací lékařských zařízení.
Výběr správného dvouvřetenového CNC obráběcího centra pro vaši aplikaci vyžaduje vyhodnocení souboru specifikací stroje, které přesahují základní parametry uvažované pro jednovřetenový stroj. Následující specifikace jsou zvláště důležité v kontextu dvouvřeten:
Programování dvouvřetenového CNC obráběcího centra vyžaduje dodatečné plánování ve srovnání s jednovřetenovým programováním, i když na obou vřetenech běží identické programy. Pochopení aspektů programování specifických pro provoz se dvěma vřeteny pomáhá dílnám rychle implementovat tyto stroje a vyhnout se běžným nástrahám, které zdržují realizaci produktivity po instalaci.
Když obě vřetena spouštějí stejný program současně, CNC řízení vykonává dva kanály programového kódu paralelně, se synchronizačními body – typicky čekacími příkazy M-kódu – vloženými do kritických bodů, kde oba kanály musí dosáhnout stejného stavu programu, než bude možné pokračovat. Například obě vřetena musí dokončit výměnu nástroje před zahájením řezání, aby se předešlo scénáři, kdy se jedno vřeteno pohybuje do řezné polohy, zatímco druhé je stále v oblasti výměny nástroje. Mapování všech požadavků na synchronizaci před začátkem programování a důkladné testování dvoukanálového programu v simulaci před řezáním vzduchu jsou základní kroky, které zkušení programátoři dvouvřeten nikdy nepřeskočí.
Každé vřeteno ve dvouvřetenovém obráběcím centru má vlastní sadu registrů offsetů délky a poloměru nástroje. I když jsou v obou vřetenech použity identické nástroje, musí být offsety měřeny a zadány nezávisle – odchylky délky nástroje mezi nominálně identickými nástroji od stejného výrobce mohou být 5–20 µm, což je významné pro práci s omezenou tolerancí. Přednastavení nástrojů offline pomocí seřizovacího zařízení nástrojů a zadání přesných naměřených offsetů pro každý soubor nástrojů vřetena je správný přístup pro přesné díly. Pro velkoobjemovou výrobu, kde se SPC monitorování rozměrů dílů používá ke správě kompenzace opotřebení nástroje, musí být systém správy ofsetů nakonfigurován tak, aby aktualizoval offsety každého vřetena nezávisle na základě zpětné vazby z měřicího systému.
Údržba dvouvřetenového obráběcího centra zahrnuje všechny standardní úkoly preventivní údržby jednovřetenového stroje – mazání vřetena, péče o vedení, řízení chladicí kapaliny, výměna filtru – avšak s dvojnásobným rozsahem as dalšími aspekty specifickými pro dvouvřetenovou architekturu. Pro zachování spolehlivosti a přesnosti při provozu se dvěma vřeteny jsou zvláště důležité následující postupy údržby:
autorská práva © Xuancheng Huzheng Machinery Trading Co., Ltd. Rights Reserved.




